Hệ thống cân điện tử cân đóng bao trực tiếp PM15
1. Cân đóng bao PM15 - Cơ chế định lượng – phạm vi ứng dụng:
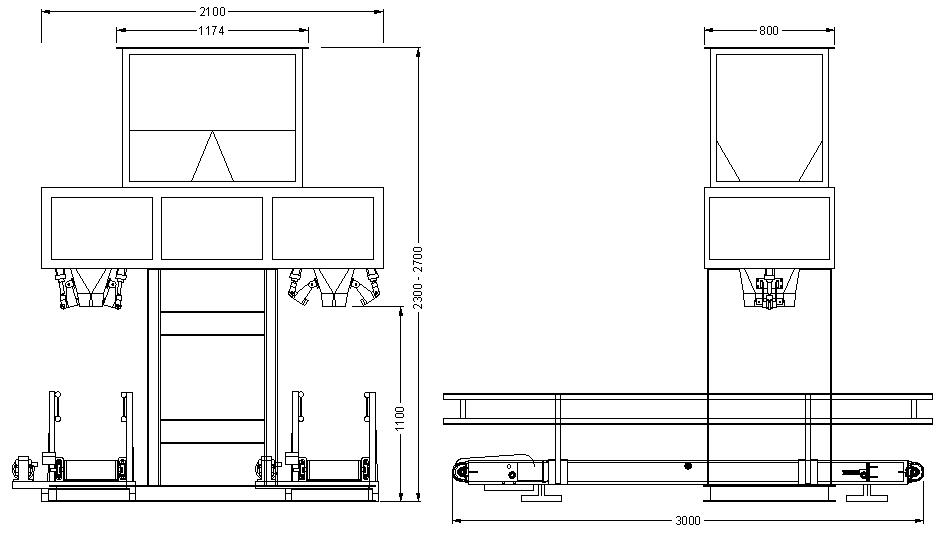
- Cân đóng bao PM15 định lượng trực tiếp vào bao chứa bằng vít tải 2 cấp (không dùng phễu cân).
- Hệ thống cân đóng bao trực tiếp PM15 gồm 2 hệ thống kẹp bao, cân và xả độc lập, phù hợp các hệ thống sản xuất với năng suất vừa.
- Cân đóng bao PM15 áp dụng cho các nguyên liệu cân dạng dạng bột có độ tự chảy thấp độ ẩm đến 30%, đặc biệt dùng trong cân đóng bao phân bón vi sinh hữu cơ.
2. Cân đóng bao PM15 - Hệ thống cân và điều khiển:
- Cân đóng bao PM15 áp dụng phương pháp xác định khối lượng: sử dụng cảm biến lực cân điện tử (loadcell), đảm bảo tiếp nhận và chuyển đổi giá trị khối lượng cân thành tín hiệu điện một cách trung thực và chính xác cao.
- Cân đóng bao PM15 sử dụng bộ chỉ thị và điều khiển: chuyên dùng cho các hệ thống cân đóng bao tự động, hoạt động ổn định trong môi trường công nghiệp, dễ dàng cài đặt và thay đổi các giá trị tùy theo mục đích cân, sản phẩm cân, mức cân và các yêu cầu khác.
- Hệ thống cân đóng bao PM15 được điều khiển bằng PLC, đảm bảo hoạt động ổn định và bền bỉ, dễ dàng thay đổi hoặc nâng cấp.
3. Cân đóng bao PM15 - Đặc tính kỹ thuật:
- Trọng lượng cân thông dụng: 50kg, 40kg, 25kg ...
- Sử dụng loại bao PP/PE.
- Sai số định lượng mỗi bao: +/- 100g.
- Năng suất: 400 bao/h.
- Nguồn điện sử dụng: 220V/50Hz.
- Áp lực khí nén: 5-7 kg/cm2.
4. Cân đóng bao PM15 - Vật tư chế tạo:
- Khung bàn cân, phễu chứa liệu, phễu dẫn liệu vào bao, hệ thống kẹp bao và gá đỡ: thép CT3.
- Hệ thống vít tải định lượng 2 cấp.
- Cảm biến lực (loadcell) tùy chọn: UTE – TAIWAN, Vishay – EU, VMC – USA, AmCells – USA, Mettler Toledo – USA …
- Bộ chỉ thị cân và điều khiển tùy chọn: BDE – TAIWAN, Laumas – Italy, AND – Japan, Mettler Toledo – USA …
- Tủ điều khiển, sử dụng PLC tùy chọn: Omron, Mitsubishi, Siemens.
- Xi lanh khí nén và các thiết bị khí nén khác: Airtac – TAIWAN
5. Cân đóng bao PM15 - Thiết bị phụ trợ:
- Hệ thống băng tải tải bao thành phẩm.
- Máy nén khí
- Máy may miệng bao.
- Máy hàn ép miệng bao.
- Phần mềm quản lý dữ liệu cân trên máy tính
QUY TRÌNH VẬN HÀNH HỆ THỐNG CÂN ĐÓNG BAO PM15:
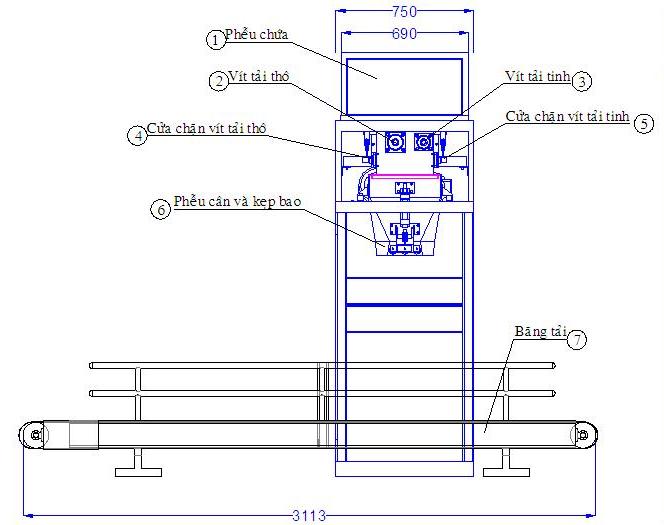
1. Cấu tạo chính hệ thống cân đóng bao PM15:
2. Chuẩn bị ban đầu cho cân đóng bao PM15 trước khi cân:
- Kiểm tra điện 3 pha trong tủ động lực của cân đóng bao có đủ 3 pha hay không.
- Kiểm tra áp suất khí nén cung cấp cho hệ thống cân đóng bao.
- Kiểm tra bên ngoài phễu cân (phễu kẹp bao) của hệ thống cân đóng bao khi chưa kẹp bao và khi đã kẹp bao có va chạm vào thành băng tải hay có vật gì cản lại không, vì phễu kẹp bao 6 cũng chính là phễu cân nên mọi va chạm vào phễu kẹp bao và bao chứa sẽ gây ra sai số cân đóng bao.
- Cài đặt giá trị các mức cân trên tủ điều khiển của cân đóng bao, nếu sử dụng mức cân cũ như lần sử dụng trước thì không cần cài đặt lại.
- Gạt công tắc cân trên tủ điều khiển của cân đóng bao sang vị trí “CÂN” để hệ thống cân đóng bao chuyển sang chế độ cân tự động và bắt đầu chu kì cân định lượng.
3. Quy trình cân định lượng 1 chu kì cân của hệ thống cân đóng bao PM15:
- Kẹp bao vào miệng phễu kẹp bao 6 của cân đóng bao, lưu ý là công nhân phải bỏ tay ra khỏi phễu kẹp bao 6 ngay sau khi kẹp bao và trong suốt quá trình cân (do phễu kẹp bao 6 cũng chính là phễu cân nên mọi tác động bên ngoài vào phễu kẹp bao và bao chứa sẽ gây ra sai số cân) sau khoảng 1-2 giây cho phễu cân ổn định, hệ thống điều khiển cân đóng bao sẽ reset về Zero và bắt đầu chu kì cân định lượng.
- Cửa chặn 4 và 5 của cân đóng bao mở, vít tải 2 vả 3 của cân đóng bao chạy, nguyên liệu trong phễu chứa 1 của cân đóng bao sẽ được đưa vào phễu cân 6 qua hai vít tải.
- Khi đạt giá trị cài đặt cân định lượng thô, vít tải định lượng thô 2 ngừng chạy, cửa chặn vít tải thô 4 đóng lại ngăn không cho nguyên liệu rơi xuống phễu cân.
- Khi đạt giá trị cài đặt cân định lượng tinh, vít tải định lượng tinh 3 ngừng chạy, cửa chặn vít tải tinh 5 đóng lại ngăn không cho nguyên liệu rơi xuống phễu cân.
- Sau khi cân đủ và kết thúc quá trình cân định lượng, hệ thống cân đóng bao PM15 sẽ điều khiển mở phễu kẹp bao 6 cho bao rơi xuống băng tải 7 và ra ngoài khu vực may miệng bao.
- Sau khi công nhân thao tác kẹp bao mới vào miệng phễu kẹp bao 6, hệ thống cân đóng bao PM15 sẽ bắt đầu chu kì cân định lượng mới.
- Do các công đoạn cân định lượng của cân đóng bao PM15 đã được lập trình đóng, ngắt, xả bao hoàn toàn tự động nên hệ thống chỉ cần 02 công nhân để thao tác: 01 công nhân kẹp bao và 01 công nhân may bao.